铝合金是一种常用的工业材料。它非常轻,重量约为铜或钢的三分之一。它耐腐蚀,是热电的优良导体,反射光和辐射热,无磁性,不易吸收中子,可安全用于食品和医药。利用现有的各种金属加工技术,可制成各种工业材料。如万博体育max,铝圆、铝板、铝箔、铝卷、铝带等。本文将介绍几种常见的铝合金加工工艺。
(1)按受力方式和变形方式分类产品
答:滚
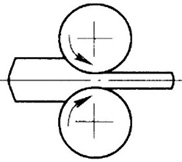
轧制是一种变形过程,铸锭通过摩擦被拉入旋转轧辊,随着轧辊施加的压力,横截面减小,形状发生变化,厚度变薄,长度增加。根据轧辊旋转方向的不同,轧制可分为纵轧、横轧和斜轧。
在纵向轧制时,工作辊的旋转方向相反,被轧件的纵向轴与轧辊轴垂直。它是铝合金板、带材和箔的平辊轧制中最常用的方法。
纵向滚动
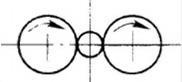
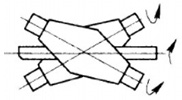
交叉轧制时,旋转方向相同,轧制件的纵轴与轧辊轴线平行,在铝合金板带材的轧制中很少使用。
交叉轧制
斜轧时,工作辊的旋转方向相同,轧制件的纵轴在一定方向上倾斜。在铝合金管材和一些异形产品的生产中,经常采用两辊或多辊斜轧。mamx万博根据轧辊制的不同,铝合金轧制可分为两辊轧制、多辊轧制和特种辊轧制(如行星轧制、v形轧制等):铝合金轧制根据轧辊形状的不同,可分为平辊轧制和槽辊轧制。根据产品品种的不同,铝合金轧制可分为板材、带材、箔材、棒材、扁棒材及异型型材轧制、管材和空心型材轧制等。
斜轧


-

b .挤压
挤压是一种将钢锭装入挤压筒中,通过挤压轴将金属从给定形状和尺寸的模孔中挤压出来,产生变形,以获得所需的挤压产品加工方法。根据挤压过程中金属流动的方向,挤压可分为正向挤压、反向挤压和侧面挤压。
在正向挤压时,挤压轴的运动方向与被挤压金属的流动方向一致,而在反向挤压时,挤压轴的运动方向与被挤压金属的流动方向相反。根据坯料的加热温度,挤压可分为热挤压和冷挤压。在热挤压中,将钢锭加热到再结晶温度以上进行挤压,冷挤压是在室温下挤压。

|

|

|
| 转发挤压 | 反向挤压 | 边挤压 |

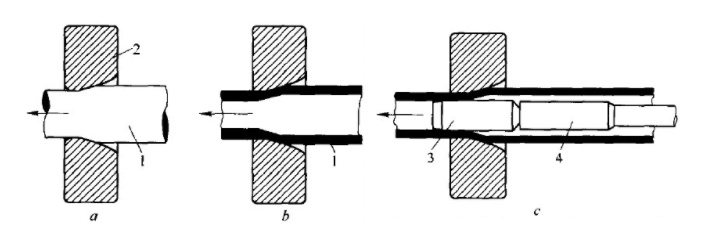
c .画
拉拔是指拉拔机将铝及铝合金毛坯(丝坯或管坯)通过夹具从给定形状和尺寸的模具L中拉出,从而产生变形,获得所需的管、棒、形、丝的加工方法。根据所生产产品的种类和形状不同,拉丝可分为拉丝、拉管、拉杆和型材。mamx万博
拔管可分为空气拔管、芯端拔管和浮芯端拉伸。牵伸加工的主要部件是牵伸机、牵伸模和牵伸卷筒。按拉伸模具可分为单模拉伸和多模拉伸。
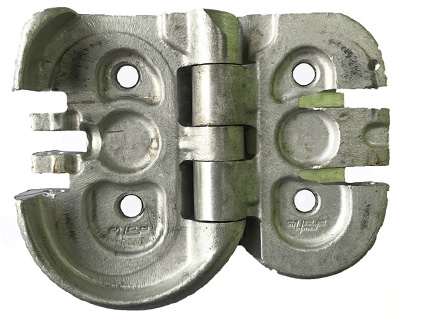
d .锻造
锻造是用锻锤或压头(机械或液压)对铝和铝合金锭或锻坯施加压力以引起金属变形的一种加工方法。铝合金锻造有两种基本方法:自由锻造和模锻。自由锻造是将工件放在平砧(或砧)中进行锻造;模锻就是将工件放在给定尺寸和形状的模具中,然后对工件施加压力使其锻压变形,得到所需的模锻件。
锻件修理工艺
修复是铝合金模锻工艺的重要组成部分。由于铝合金在高温下较软,粘度大,流动性差,很容易粘在模具上,产生各种表面缺陷(褶皱、毛刺、裂纹等)。在进行下一道工序之前,必须对其进行抛光清洗,去除表面缺陷,否则,缺陷在后续工序中会进一步放大,甚至造成锻件报废。
用于修理的工具包括气动磨床、气动铣刀、电动铣刀和平铲。在维修前,检查有腐蚀问题的部件。修复部分应平稳过渡,其宽度应为深度的5-10倍。
(2)分类一根据温度的特点产品
A.热加工
热加工是指铝及铝合金锭在再结晶温度以上的成形过程。在热加工过程中,钢锭具有较高的变形性能和较低的变形阻力,用较小容量的设备可以生产变形较大的产品。mamx万博为了保证产品的结构和性能,应严格控制工件的加热温度、变形温度和变形速度、变形程度、变形结束温度和变形后的冷却速度。常见的铝合金热加工方法有热挤压、热轧、热锻、热镦、液体锻造、半固态成形、连铸连轧、连铸连轧、连铸连续挤压等。
B.冷加工
冷加工是指在再结晶温度以下完成的不产生回收的成形工艺。冷加工的本质是冷加工与中间退火的结合。冷加工可获得表面光滑、尺寸准确、结构良好并能满足不同性能要求的最终mamx万博产品:最常见的冷加工方法有冷挤压、冷镦锻、管材冷轧、冷拔、带材和箔材冷轧、冷冲压、冷弯、纺丝等。

C.热加工
热加工是介于冷加工和热加工之间的一种成形过程。温加工的主要目的是降低金属的变形阻力,提高金属的变形性能(和易性):最常见的温加工方法有温挤压、温滚压、温头锻等。
热轧铝板与冷轧铝板的主要区别:
- 用途不同:冷轧铝板多用于模具,热轧铝板适用于冲压和拉拔。
- 不同性能:热轧铝板表面质量好,机械性能和延展性强,氧化效果好。同时,加工过的铝圆一般都是由铝板加工而成,自然会受到铝板性能的影响。
- 原料供应不同:热轧方坯是竖铸成方坯-加热-轧制成卷进行冷轧,冷轧方坯是铸轧卷-连铸轧制。
- 生产工艺不同:冷轧由铸造机加工成铸轧辊(厚度8mm),由冷轧机加工,而热轧由铝锭(厚度400-500mm)加热,在高温下加热,由热轧机轧制。