制造一套好的铝挤压模具不仅要有良好的挤压模具加工设备和熟练的挤压模具制造工人,还有一个很重要的因素就是要有良好的挤压模具设计。铝挤压模具不仅需要充分了解客户的要求,还需要模具设计人员对挤压机、挤压模具结构、加工工艺以及工厂的加工能力有一定的了解。
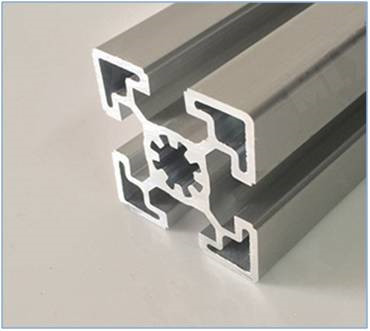
挤压模具是一个厚钢盘,有一个开口,可塑铝合金在挤压过程中通过它。
模具的开口与挤压设计师指定的截面轮廓相匹配。
熟悉铝的尺寸和公差
铝的尺寸和偏差是由挤压模具、挤压设备和其他相关工艺因素决定的。
选择合适的铝型材挤压机吨位
挤出机吨位的选择主要是根据挤出比来确定的。如果挤压比低于10,则其力学性能下降铝产品较低;如果挤压比过高,铝制品容易出现表面粗糙、角度偏差等缺陷。固体铝的挤压比通常建议在30左右,空心铝的挤压比在45左右。

确定挤出模具形状
挤出模的外形尺寸是指挤出模的外径和厚度。挤压模具的外部尺寸由型材截面的尺寸、重量和强度决定。
挤压模具模孔尺寸的确定
对于壁厚差异较大的铝材,较难成型的薄壁件,边缘尖角应适当增大尺寸;对于宽厚比大的平宽薄壁型材和壁板型材的模孔,管柱部分应按一般型材设计尺寸,而腹板厚度的尺寸,除了公式中列出的因素外,还需要考虑挤压模具的弹性变形和塑性变形以及整体弯曲、与挤压筒的距离等因素。此外,挤压速度、有无牵引装置等也对模孔尺寸有一定影响。

合理调整铝合金的流动速度
合理调整铝金属的流速是尽量使铝截面上的每个颗粒以相同的速度流出模孔。在设计挤压模具时,尽量使用多孔对称排列。根据铝材的形状、各部分壁厚的差异、具体周长的差异以及与挤出筒的距离,设计了不等长施胶带。一般来说,铝材料的壁厚越薄,周长越大,形状越复杂,离挤出筒越远,这里的上浆带越短。如果用施胶带仍然难以控制铝金属的流速,铝材料的截面形状特别复杂,壁厚很薄,可以用促流角或导锥在远离中间的部位加速铝金属的流动。对于壁厚得多或非常接近挤出筒的零件,应利用阻塞角来补充阻塞,以减缓流速。此外,工艺平衡孔、工艺余量、前腔模具、导模以及流量分配孔的数量、尺寸、形状和位置的改变都可以用来调节铝金属的流量。
挤出模具强度校核
由于铝挤压过程中模具工作条件恶劣,模具强度是模具设计中非常重要的问题。除了合理安排模孔位置,选择合适的模具材料,设计合理的模具结构和形状外,准确计算挤压力,校核各个危险截面的允许强度也是非常重要的。目前计算挤压力的公式很多,但改进后的柏林公式仍具有工程价值。挤出力的上限解也有适用的好值,用经验系数法计算挤出力比较简单。至于模具强度的校核,应根据产品类型、模具结构等分别进行。一般平模只需要校核抗剪强度和抗弯强度。舌模和平分流模需要检查剪切、弯曲和抗压强度。舌和针尖部分也需要考虑抗拉强度。近年来,有限元法可用于特别复杂的模具受力分析和强度校核。

合理的工作皮带尺寸
分模组合工作带的确定比半模工作带的确定要复杂得多。既要考虑型材的壁厚差、中间与表面的距离,又要考虑模孔被分流桥屏蔽的情况。对于分流桥架下的模孔,由于金属难以流入,工作带必须考虑较薄。确定工作带时,首先要找到分流桥下型材壁厚薄的地方,即金属流动阻力大的地方。这里的小工作带设置为壁厚的两倍,壁厚较厚的地方或金属容易触及的地方。工作带应适当加厚,一般按一定的比例关系,加一个修正值以方便流动。
模孔空刀结构及尺寸
模孔空刀是模孔工作带出口端悬臂支承的结构。当铝材的壁厚大于或等于2mm时,可采用更容易加工的直中空刀结构;当铝材壁厚小于2mm时,可选择倾斜中空刀在悬臂处加工。