现在汽车已经成为一种趋势的轻量级在汽车制造业。铝是一种高性能轻金属材料,所以铝压铸零件汽车发动机气缸是最好的选择。这篇文章将解释为什么铝压铸零件发动机气缸是最好的选择。

铝为何如此重要?
铝是一种轻金属和低密度和良好的强度和塑性。铝合金具有良好的强度。超硬铝合金的强度可以达到600 mpa,和普通硬铝合金的抗拉强度也可以达到200 - 450 mpa。获得铝合金的抗拉强度大于700 mpa有特定的强度与优质合金钢,及其特定刚度甚至比钢高得多。铝具有良好的导热性和可以用作各种散热材料。铝还具有良好的耐腐蚀性能和良好的可塑性和适用于各种压力加工。因此,铝合金广泛应用于各种机械和汽车领域。
全铁的汽车引擎开发了全铝,其目的是减少汽车的重量,和减少汽车的重量意味着它可以节省燃油消耗。一般来说,使用铝制缸发动机可以减少约20公斤的重量。每车的重量减少10%,油耗可降低6%到8%。现在汽油发动机的气缸盖的铝合金,和缸体的材料也被大量的铝合金所取代。
但不可否认,一些高端引擎实现了真正的全铝材料。例如,奥迪3.1 l的全铝制缸体FSI V6不使用铸铁或钢气缸套但使用高硅铝合金克服摩擦系数降低。加工技术非常昂贵,但散热性能都得到很大的提高。
铸件结构分析
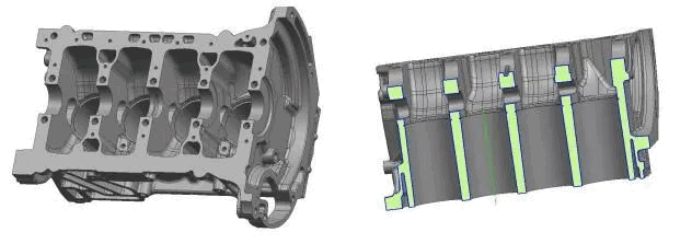
铝合金压铸件的实体模型。外形尺寸是445 mm x 378 mm x 226 mm。最大的墙出现在圆柱墙厚度为13.4 mm,剩下的墙的平均壁厚4毫米。铸造材料是一种高硅铝稀土合金,这是一个super-eutectic系列铝压铸合金、硅含量是19 - 21% - wt。
如果粒度控制低于50微米。合金具有良好的流动性,气密性,热抗裂性、高耐磨性、低膨胀系数,适用于制造汽车发动机汽缸衬垫和刹车块。、泵、和其他材料。产品质量是19.2公斤。整体铸造的形状很复杂,多变,结构和壁厚不均匀。
铝压铸建设发动机气缸
浇注系统的设计包括流道的设计、溢流排气系统的设计,冷却和加热系统的设计,
首先,确定喂养方法。从产品的结构的分析,单面喂养方法更合适。这种设计有利于排气的铸造浇注过程中,避免了气体被困在圆柱,这最终将导致空气收缩大洞的出现。
其次,做一些必要的计算根据压铸过程和参数来确定运动员的每个部分的大小。首先,确定门根据流的横截面积的方法和一些经验值。
公式:一个大门的横截面积是平方毫米;G是熔融金属的质量经过门,包括溢流渣包的质量G;ρ是液态金属的密度克/立方厘米;V是大门门口熔融金属m / s的流量;t是腔的填充时间年代。
铸造的密度为2.7克/立方厘米;溢流渣包的质量为30%的压铸件的质量,和G = 25000克;缸,V = 60 m / s, t = 0.08 s,和计算结果= 2200平方毫米,铸件的体积是7117立方厘米,和门口渣包45%的铸件,总的体积是10319立方厘米。
2500吨的铸件使用卧室冷室压铸机、和膨胀力计算投影表面为1920 t,在安全的区域。筒的长度是960毫米。防止湍流夹杂空气的填充材料在早期阶段,桶是最好的填充率控制在40% - 50%的范围,这里选择上限。因此,桶的直径是160毫米计算和舍入。
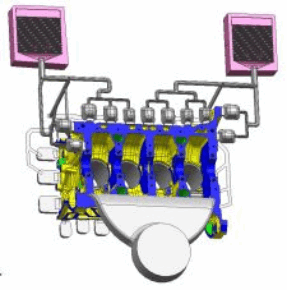
因为大轮廓和缸体铸件结构复杂,传统的废气在铸件很容易夹杂其中。此外,这个缸体铸件的特殊性采用真空泵溢流排气的方法。
真空压铸可以显著减少毛孔,使结构致密,提高铸件的机械性能。此外,满背压降低,成型性能好,表面质量得到了改进。如下图所示,铸造的溢流排在下半年集中在一起,并最终收敛为两个排气盘子,然后排板固定模一侧撤离实现模具的排气模式。
模具温度是影响压铸件质量的一个重要因素。大部分形状简单的铸件和良好的压铸技术不需要高模具温度控制。仍然可以获得合格的铸件时,模具温度在很大的范围内变化。对于复杂的铸件,只有模具温度可以控制在一个狭窄的范围内生产合格的铸件。
模具温度控制是通过模具的加热和冷却系统。它的主要目的是改善压铸零件的内部质量和表面质量,稳定压铸零件的尺寸精度,提高压铸零件的生产效率,降低模具的热交变应力,提高模具的使用寿命。
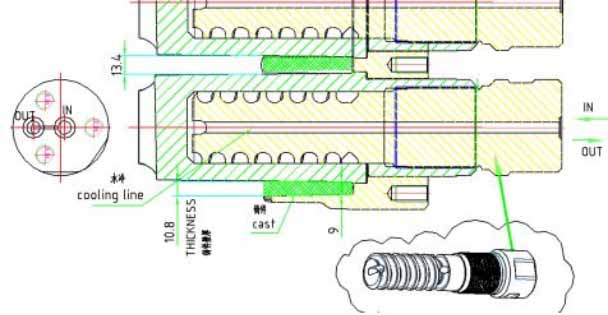
从产品结构上面所讨论的,厚圆柱的热点地区,和凝固将落后于其他地区,所以需要建立一个合理的冷却系统。下面的图显示了水在缸筒冷却结构。线程类型冷却安排在外围壁缸,和冷却壁的厚度控制在大约12毫米。这样的设计可以有效降低温度,使熔融金属在这个领域提前凝固。
引擎块铝压铸中存在的问题
总之,随着汽车工业的发展,发动机的研发和应用铝圆柱块具有重要意义,及其发展和应用将会越来越广泛。因此,研究材料的圆筒,准备,和对产品形成过程的研究尤其有意义。
铝铸件批量生产之前,由于产品结构的特点,有必要不断提高模具过程和结构。
1。首先,空气收缩洞在缸筒的问题必须解决。真空压铸和一个高效的冷却系统极大地提高铸件的内部质量汽缸。
2。因为在缸筒的扣紧力过大,缸筒插入的拉力往往太大,和传统的插入很容易受损,这将影响未来的大规模生产。
有必要设计一个合理有效的缸套结构,进行表面处理,以减少表面摩擦系数,释放模具,减少损坏模具。