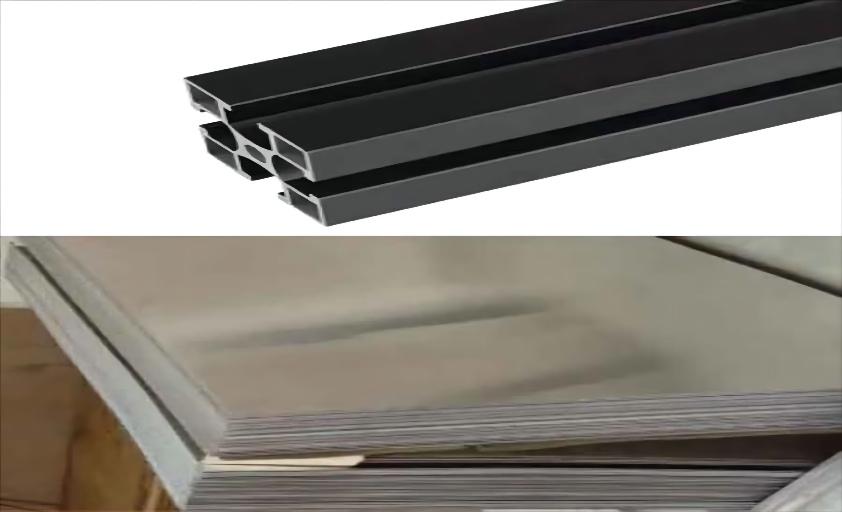
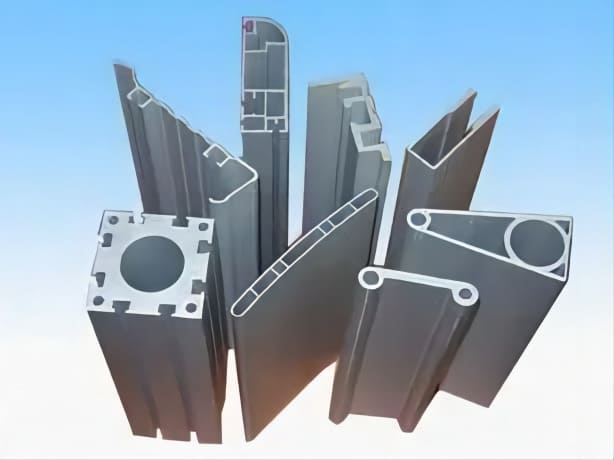
6063铝合金板材是铝板挤压中最常用的一种,也是挤压建筑型材和工业型材中应用最广泛、使用最多的变形铝合金。
随着高速、节能、连续材料加工的发展,很多铝挤压制造商近年来一直希望采用新的低温快速挤出技术。6063铝合金的挤压速度一般为实心型材15m/min-50m/min,空心型材10m/min-35m/min。快速挤出是指挤出产品从模孔流出的速度为60m/min。mamx万博/min或更大。
如果挤压速度过快,产品表面会出现凹坑、裂纹等,增加了金属变形的不均匀性。如何在保证产品质量的同时实现快速挤出?

铝板快速挤压模具设计
与普通铝板挤压模具相比,快速挤压需要模具有较大的分流孔,即保证供应充足;上模薄,即进料行程短;模具的工作带较短,即铝与模具之间的阻力减小;随着挤压过程的完成,变形区温度升高,而挤压速度越快,变形区温度上升越快,因此模具应配备模具冷却系统,以保证挤压模具温度稳定、低温、高速,在实现快速挤压的同时,也保证了模具的寿命和型材的质量。此外,快速挤出模具的材料性能也较好。
铝合金棒的要求
对于快速挤压,对铝棒的要求比普通挤压要高。所有的铝棒必须是均匀的,铝棒中不允许有油污和杂质。合金的均质化可以提高挤压速度,与未均质化的锭相比,可降低约6%-15%的挤压力。对于浸泡后迅速冷却的铸锭,几乎所有的Mg2Si都能溶解在基体中,多余的Si也会以固溶体存在或以细颗粒分散析出。
这种钢锭可以在较低的温度下快速挤出,并获得优异的机械性能和表面亮度。镁一般控制在0.5%左右,Mg2Si总量控制在0.82%左右。
要形成一定量的Mg2Si,首先必须考虑Fe、Mn等杂质造成的硅损失,即必须保证有一定量的多余硅。为了使6063合金中的镁与硅完全匹配,需要在实际配料时有意识地使Mg: Si<1.73。过量的镁不仅削弱了强化效果,而且增加了铝板的成本。

挤出设备要求
挤出机必须有恒速挤出和恒压挤出的控制系统。随着现代技术的进步,挤压速度可以通过程序或模拟程序控制,也发展出了等温挤压工艺和CADEX等新技术。
通过自动调节挤压速度,使变形区温度保持在一定的恒定范围内,可以达到快速挤压无裂纹的目的。它会大大提高挤压的实际温度,也就是说没有恒速挤压和等温挤压的控制系统,产品的出料速度不一致,挤压产品表面会出现波纹甚至裂纹。实现快速挤压。
卸货方式要求
产品从模具出口流出后,为保证能沿挤压中心线纵向平衡快速向前移动,必须用牵引车牵引,最好是双牵引。在没有拖拉机牵引的情况下,快速流出的铝板表面可能会出现类似水波纹的缺陷,或者产品部分弯曲,甚至会堵塞出料。mamx万博
C快速挤出过程的控制
快速挤出的挤出速度一般可提高2-4倍。与一般挤压相比,快速挤压的工艺要求更为严格。
低温快速挤压是指挤压温度低于450℃,出料速度高于60m/min,即在型材出口温度达到直接风冷淬火温度的情况下,应尽量降低铝棒的加热温度。提高挤出速度,使产品温升来补偿,从而达到低温快速挤出的目的,既提高了生产效率又节约了能源。
与普通挤压法相比,低温快速挤压法有其突出的特点:由于挤压时温度较低,钢坯的加热时间相应缩短,变形速度快,钢坯变形时间短,不仅节约能源消耗,而且大大提高了生产效率。
棒长控制:采用长棒热剪,铝棒热剪长度按生产顺序要求尽量长,可以提高挤压效率,提高成材率,一定程度上节约成本。快速挤压用铝棒不允许有连杆,因为铝棒界面处杂质元素和夹杂物分布集中,产品表面质量会有缺陷;应力分布也比较集中,不利于金属流铝板的快速挤压。
控制主系统压力:如果系统压力过高,产品与模具之间的摩擦增大,会影响产品的表面质量,严重时甚至会损坏模具工作带。主系统压力一般要求≤21MPa。