铝作为一种流行工艺,在日常生活中被普遍使用,因为金属铜、锌、铝,以及铝合金都有金属的感觉,受到人们的青睐。而铝铸件具有金属的特点,工艺相对简单。铝铸件具有良好的流动性和可塑性,铸造加工是在压力压铸机中进行的,可以将铝铸件制成各种复杂形状。
什么是铝压铸件?
铝压铸件金属成形工艺是否允许制造复杂的铝部件.铝合金锭被加热到很高的温度,直到完全熔化。

铝死铸造工艺
将熔化的铝倒入精确准备的钢模具中,以保证铸造对象将具有异常光滑和精致的表面,这是铸铝的一种常见方法。这种精确的程序是制造铝铸件的许多方法之一,每一种方法都用于制造某种特定的部件。
这种模具可以暂时或永久地用非金属物质建造,也可以永久地用钢制造,是铸造过程中的一种变化。每一种铸造方法都有其优点,是生产高质量产品的可靠方法。mamx万博
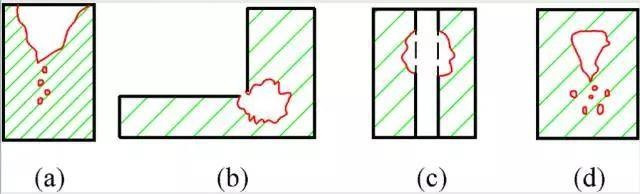
特点及原因铝铸件缺陷
1.夹渣
夹杂渣多分布在铝铸件的上表面,以及模具不通风的拐角处。裂缝多呈灰白色或黄色,可通过x射线透视或机械处理发现,也可在碱洗、酸洗或阳极氧化中发现。
原因:装药不干净,回装药太多,合金液中的渣没有去除。

2.气孔与气泡
铝铸壁的气孔一般呈圆形或椭圆形,表面光滑,通常表皮有光泽,有时呈油黄色。
原因:铸造合金不稳定,有气体参与。型砂中混入杂质,模具和砂芯通风不良,冷铁表面有缩孔。

3.收缩孔隙度
铝铸件的缩松一般发生在飞口冒口根部靠近内流道的较厚部位、壁厚过渡处、平面较大的薄壁处。铸态断口呈灰色,浅黄色热处理后呈灰白色、浅黄色或灰黑色。在x光片上它是浑浊的。通过x射线、荧光低倍率断裂等检查方法可以发现严重的丝状收缩。
原因:提升管进料效果差,充气量过大。
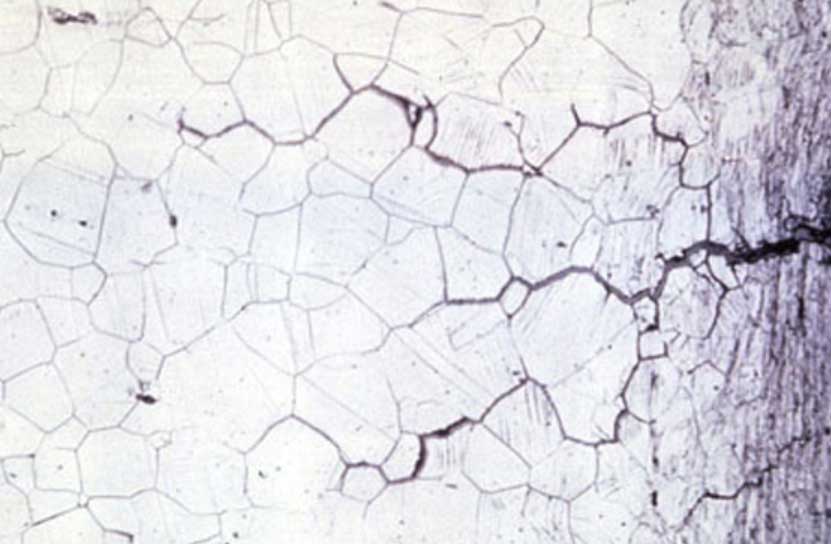
4.裂纹
原因:铝铸件结构设计不合理,有尖角,壁厚变化太大,砂模成品率差,模具局部过热。
铝压铸件的维护
1.铝压铸件的清洗
(1)去除流道、溢流槽及其毛刺,通常采用冲孔的方法。打孔后,一般不需要人工作业。当冲头难以拆卸时,可以用手拆卸,但必须保持其原有的光滑和成型。
(2)产品需要细化时,可用砂轮、砂轮磨床或抛光机进行打磨,对不到位的部位用刮刀和锉刀修整。
(3)压铸铝件变形时,可用轮胎工具和设备进行修正。校正后应进行退火或时效处理。

2.检查一个luminum死C鞋的扩伸
铝压铸件的检验一般由供方和买方共同确定,常规检验项目有:
(1)压铸样的化学成分和力学性能应符合GB/T15115的要求。
(2)铝压铸件的几何形状和尺寸应符合压铸铝件图纸,尺寸公差按GB/T6414规定。
(3)压铸铝件外观质量光滑,表面无裂纹、气孔、气泡,无任何穿透缺陷。