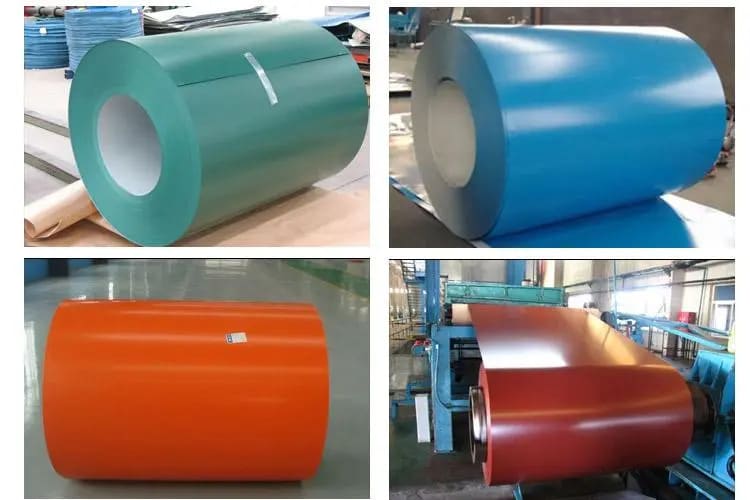
后铝压铸件都是生产出来的,为了使它们看起来更好看,增加耐腐蚀性,一般都需要对铝压铸件进行阳极氧化。本文将介绍一种最佳的铝合金压铸件阳极氧化方法。

为什么要用铝压铸件?
数控阳极氧化外壳往往成品率高,外观质地好,但成本高,数控用量大,加工周期长。这是高品质高成本的典型案例,比如苹果系列。
以手机为例,当使用CNC时,完成切割需要30多分钟,加上精加工操作,估计需要近一个小时。压铸工艺只需20 ~ 30秒成型,加上精加工工艺,10 ~ 20分钟即可完成作业。压铸加工外壳由模具成型,因此加工时间短,成本相对较低。然而,铝合金的阳极氧化是压铸的难点。
为什么铝压铸件难阳极化?
阳极氧化处理是采用电化学方法进行的。在合适的电解液中,用铝压铸件作为阳极,用不锈钢、碳棒或铝板作为阴极。在一定的电压和电流条件下,阳极被氧化,从而得到工件表面。阳极氧化的过程,所以氧化膜是多孔的,可以吸收着色(硫酸阳极氧化的孔隙率最突出)。
铝合金材料硫酸阳极氧化的局限性
1.合金元素的存在会降低氧化膜的质量。在相同条件下,在纯铝上得到的氧化膜更厚,硬度更高,耐腐蚀性更好,均匀性更好。对于铝合金材料来说,要获得良好的氧化效果,就必须保证铝的含量,通常不低于95%。
2.在合金中,铜会使氧化膜变红,破坏电解液质量,增加氧化缺陷;硅会使氧化膜呈灰色,特别是当含量超过4.5%时,效果更为明显;铁由于其特性,在阳极氧化后,它会以黑点的形式存在。
铸造铝合金和压铸件一般含硅量较高,阳极氧化膜颜色较深,不可能获得无色透明的氧化膜。随着硅含量的增加,阳极氧化膜的颜色由浅灰色变为深灰色再变为深灰色。因此铝压铸件不适合进行阳极氧化处理。
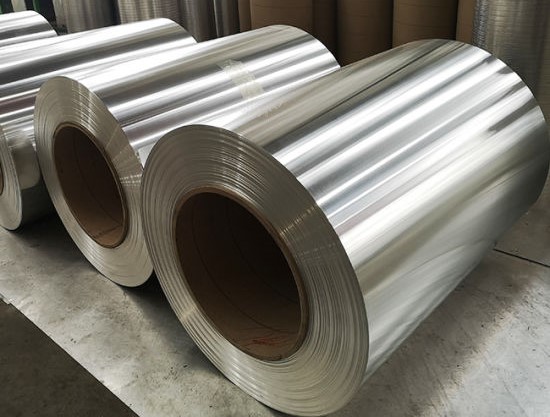
常用的铝压铸件可分为三类:
1.铝硅合金,主要有YL102 (ADC1、A413.0等)、YL104 (ADC3、A360);
2.铝硅铜合金,主要有YL112 (A380、ADC10)、YL113 (A383、ADC12)、YL117 (B390、ADC14);
3.铝镁合金,主要有302(5180、ADC5、ADC6)。
对于铝硅合金和铝硅铜合金,顾名思义,除了铝之外,硅和铜是主要成分;通常硅含量在6-12%之间,主要起到改善合金液体流动性和减少缩孔的作用;铜含量仅次于,主要是增强强度和拉伸力。含铁量一般在0.7-1.2%之间。在此比例内,工件脱模效果较好;从它的成分可以看出,这类合金是不可能被氧化着色的,即使采用脱盐,也很难达到预期的效果。但对于铝硅合金或含铜量较高的铝合金,氧化膜更难形成,形成的膜颜色较深,呈灰色,光泽度较差。
铝镁合金的氧化膜容易形成,膜的质量也较好,可以氧化、着色。这是它区别于其他合金的一个重要特征;但与变形铝合金相比,也存在一些缺点。
1.阳极氧化膜具有二重性,气孔较大且分布不均匀,难以达到较好的防腐效果;
2.镁容易产生硬化和脆性,降低延伸率,增加热开裂,如ADC5、ADC6等。在生产中,由于其凝固范围宽,收缩倾向大,缩孔缩松,且经常发生裂纹,铸件性能极差,因此,其使用范围有比较大的限制,结构稍复杂的工件根本不适合生产;
3.市场上常用的铝镁合金,由于其成分复杂,铝纯度低,在硫酸阳极氧化时很难产生透明的保护膜,多为乳白色,着色状态也较差。按照正常的工艺很难达到预期的效果。
综上所述,可以看出,硫酸阳极氧化并不适用于常用的铝压铸件;但并不是所有铝压铸件都不能达到氧化着色的目的,如铝锰钴合金DM32、铝锰镁合金DM6等。压铸性能和氧化性能优良。

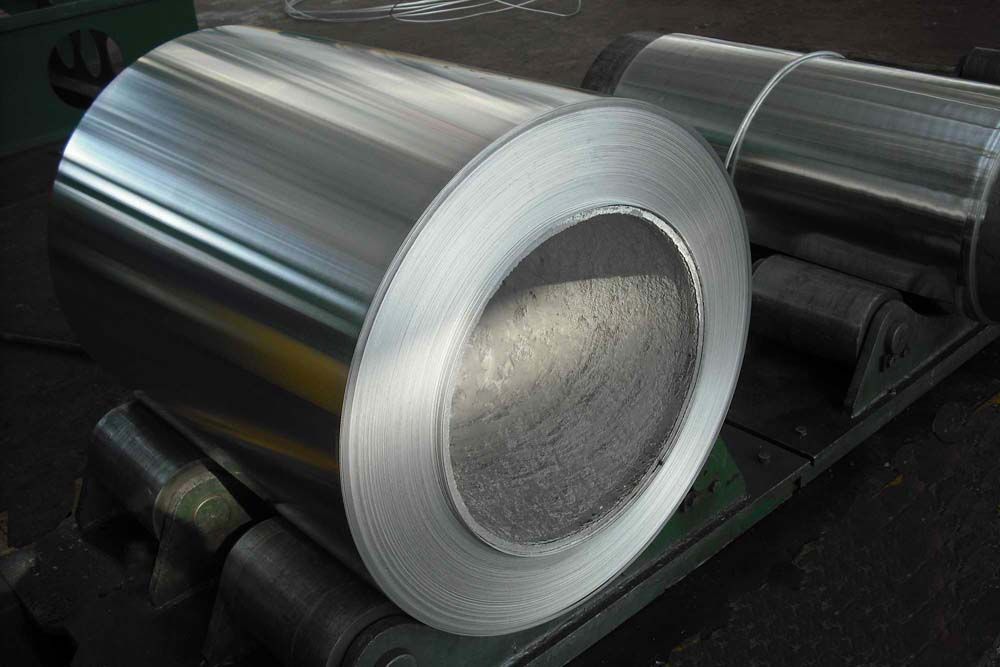
压铸铝阳极氧化解决方案
铝压铸件可以完成锻件、汽车件/CNC件难以完成的结构、棱角、和氧化质量,铝压铸件的质量非常重要。微小的变化和详细的过程控制决定了阳极的质量。
从事压铸件氧化的厂家必须科学控制模具的流道工艺、铝压铸件工艺、后处理方法。通过这一系列严格的控制工艺,可以保证氧化质量的顺利生产。
模具流道和浇口的设计,模具温度的控制;由于原料中含铝量大,流动性差,工作温度高,模具的流道和浇口采用短程设计;水路应采用模温控制器,保证模具的平衡温度,克服局部过冷和过流痕迹;
原材料的使用避免了污染因素;选择杂质含量低的原料;在生产和使用过程中,消除硅、铜、铁、锌元素的污染,即优质石墨坩埚必须单独使用,不能与其他原料混合生产;
压铸过程中的工艺控制,减少水印和黑水印;铝压铸件生产采用专业脱模剂,科学喷涂,减少型腔内残留水滴,避免压铸水印;控制压铸压力和速度,减少充型局部超压,易粘模;
毛坯的预处理;加工完成后,根据产品要求手动抛光或研磨去除毛刺和氧化层;
阳极表面处理设备的选择:由于压铸蒙皮底层含有不同程度的缩孔和污渍;因此,阳极预处理必须在常规铝合金工艺的基础上进行,并调整方法,使铸件表面的氧化层清洁后才能进行阳极处理。,也就是说,常规的后氧化工艺生产不能满足铝压铸件的氧化工艺。在大批量生产之前,应进行测试和审核,以验证合适的专业铝压铸件制造商。