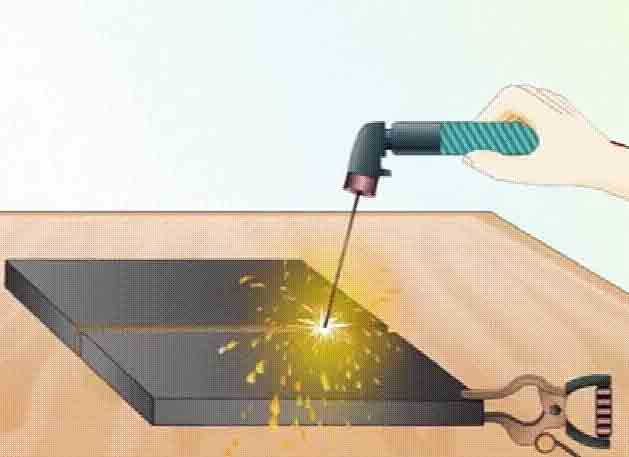
氧乙炔焊俗称气焊,是一种依靠氧气和乙炔燃烧的工艺。氧乙炔焊热效率低,焊接热输入不集中,焊接铝合金时需要助焊剂,焊接后需要清除残留物,接头质量和性能不高。由于焊接设备简单,不需要电源,操作方便灵活,常用于对质量要求较低的铝合金构件的焊接,如薄板和小零件,以及焊接铝合金构件的修补铝铸件.

气焊接头形式的选择
铝合金气焊时,不宜采用搭接接头和t型接头,难以清理流入间隙的残余助焊剂和焊渣,应尽量采用对接接头。为保证焊件焊接不塌陷、不烧穿,可采用带凹槽的底板。底板一般采用不锈钢或纯铜制成。采用垫板焊接可获得良好的反成形效果,提高焊接生产率。
气焊焊剂的选择
为了使焊接过程顺利进行,保证焊缝质量,需要在气焊时添加助焊剂去除铝表面的氧化膜等杂质。
气焊助焊剂是气焊中的一种助焊剂。其主要作用是去除气焊时铝表面形成的氧化膜,提高母材的润湿性能,促进致密焊缝组织的获取。铝合金气焊必须使用助焊剂。一般情况下,焊剂在焊接前直接撒在待焊工件的坡口上,或蘸在焊丝上加入熔池。
铝合金熔剂是由钾、钠、钙、锂等元素组成的氯化盐。它是一种粉状化合物,经粉碎后筛分制备而成。例如,铝冰晶石(Na3AlF6)可以在1000°C熔化氧化铝,氯化钾可以将难熔氧化铝转化为可熔氯化铝。这种助熔剂熔点低,流动性好,还能提高熔融金属的流动性,使焊缝成形良好。
焊头和火焰的选择
铝合金具有较强的氧化性和吸光性。气焊时,为防止铝被氧化,应采用中性火焰或弱碳化火焰(含过量乙炔的碳化火焰),使铝熔池置于还原气氛的保护下而不被氧化。严禁使用氧化性强的氧化性火焰,因为使用氧化性强的氧化性火焰会强烈氧化铝,阻碍焊接过程;而如果乙炔过多,游离氢可能会溶解到熔池中,使焊缝产生气孔,使焊缝失去。

如何进行气焊
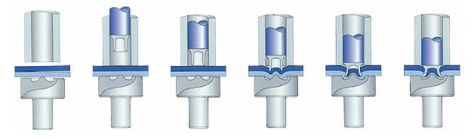
在焊接钢材料时,可以通过钢的颜色变化来判断加热温度。但在焊接铝时,就没有这样方便的条件了。由于铝合金在从室温加热到熔化的过程中没有明显的颜色变化,操作人员很难控制焊接温度。但焊接时机可根据以下现象把握:
1.当受热工件表面由明亮的白色变为暗淡的银白色,表面氧化膜起皱,加热处金属波动时,表明熔化温度即将达到,可以进行焊接;
2.利用焊丝的一端蘸上助熔剂和待加热的地方,当焊丝与母材能熔合时,达到熔化温度,即可进行焊接;
3.当母材边缘下降时,母材达到熔化温度,可以焊接。
薄板气焊可采用左焊法,焊丝位于焊接火焰前,这种焊接方法是由于火焰指向未焊接的冷金属,部分热量散失,有利于防止熔池过热,金属晶粒在热影响区生长而烧穿。如果母材厚度大于5mm,可采用右手焊接法。这种方法将焊丝置于焊枪的后面,火焰指向焊缝,这样热损失小,穿透深度大,加热效率高。
气焊厚度小于3mm的薄件时,焊枪倾角为20-40°;当气焊厚件时,焊枪倾斜角为40-80°,与焊枪之间的夹角铝焊丝而火炬是80-100°。铝合金气焊应尽量一次焊好接头,不要沉积第二层,因为沉积第二层时会造成焊缝内夹杂渣。

焊接后需要做什么处理
气焊缝表面残留的助焊剂和熔渣对铝接头的腐蚀是铝接头在以后使用中损坏的原因之一。气焊后1 ~ 6小时内应清理残留的助焊剂和熔渣,防止焊件腐蚀。焊接后的清洗过程如下。
1.焊接完成后,将焊件浸泡在40-50°C的热水箱中。最好是用流动的热水对焊缝和焊缝附近残留的残焊剂和渣的地方进行刷刷,直到清理干净为止。
2.将焊件浸入硝酸溶液中。室温25°以上时,溶液浓度为15% ~ 25%,浸泡时间为10 ~ 15分钟。室温为10~15℃时,溶液浓度为20%~25%,浸泡时间为15min。
3.将焊件浸泡在流动热水中(温度40-50℃)5-10min。
4.用冷水冲洗焊件5分钟。
5.焊接件自然晾干,或用烘箱烘干,或用热风烘干。