几乎所有的焊接方法都可以用来焊接铝管和铝管焊接铝合金.今天,这篇文章将为大家介绍关于铝管焊接的一切。

铝管的基本知识
关于铝管,这部分会告诉大家铝管的化学成分,以及铝管的机械性能,以及铝管焊丝的化学成分。
铝管的化学成分如表所示:
铝管规范 |
ChemicalComposition% |
||||
如果 |
菲 |
铜 |
锰 |
毫克 |
|
168.2×7.11 |
0.6 - -0.8 |
0.4 |
0.1 - -0.3 |
0.1 |
0.4 - -0.7 |
铝管的力学性能如表所示:
铝管规范 |
机械性能 |
|||
Ob /马 |
os / IWa |
o5 / MPa |
弹性模量/ MPa |
|
168.2×7.11 |
2.7 |
2.7 |
10 |
700 |
焊丝的化学成分如表所示:
C焊丝的化学成分% |
|||||||
化学元素 |
如果 |
菲 |
铜 |
锰 |
毫克 |
“透明国际” |
艾尔 |
含量/ % |
5.3 |
0.2 |
0.2 |
0.008 |
0.015 |
0.01 |
保证金 |
铝管焊接需要知道什么?
1.在做铝管焊接时,不能对焊条使用焊枪。你可以先加热,然后蘸焊粉。原因是焊条熔点太低。
2.如你所知,一次性成功焊接铝管的效果比较好,因为铝管熔炼回转刀的点太低了。铝管二次加热容易变形。
3.必须在铝管衬里放置湿毛巾,以保护铝管不被损坏。焊接空间非常狭窄,所以一定要注意冰箱的保护。
4.火炬的火焰不宜过长,必须用小火加热。否则,分散剂的铝管很容易熔化。
5.铝管焊接完成后,需要等待专用尼龙浆液冷却2 ~ 3分钟。然后水泥储存可以触摸。否则,铝管焊点容易泄漏。
6.铝管的焊条必须均匀涂上助焊剂,以保证焊点质量。
7.铝管的焊接时间不宜过长,因为铝管的熔点太低。如果铝管焊接的时间过长,很容易造成铝管壁熔化或变薄。此外,压力很容易泄漏。
铝管焊接操作要点
1.第一层焊接铝管焊接
第一层焊接(根焊)的环境温度应在5℃以下,铝管焊接应在100-150℃进行预热,以免出现气孔。
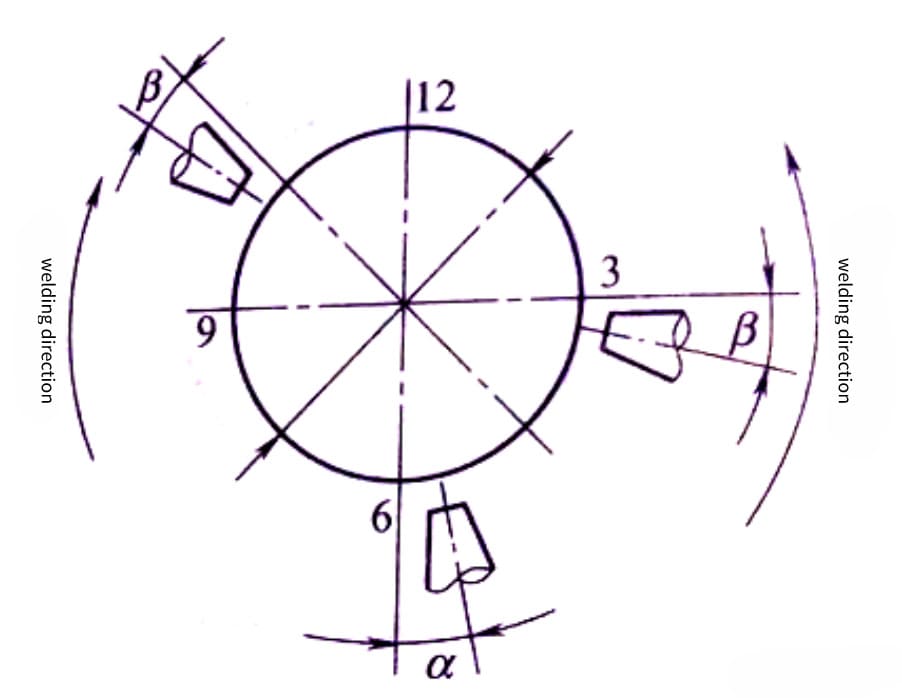
对于铝管焊接,全位置焊接方法的焊接规范与点焊相同。从架空焊接位置开始,焊半圈到平焊位置,再焊半圈。
从焊接位置向上(时钟6点钟)开始焊接时,焊枪向前倾斜,倾角α=0°~10°。焊接其他部位时,焊枪向后倾斜,倾角β=0°-15°。全位置焊接时,焊枪在各个位置的倾斜角如图所示。倾斜角度的改变是为了使沟槽充分渗透,倾斜角度不能太大,主要是为了尽量减少飞溅。
当你焊接第一层铝管时,不用担心焊穿,因为有一个衬套。因此,你应该停留在槽的两侧一段时间,以确保充分渗透。由于焊接热规范较强,为了使盖层焊缝美观,在做铝管焊接时,焊接层之间的温度不宜超过200℃,焊接速度不宜太慢。第一层焊缝高度最好为壁厚的2/3。
2.铝管焊接的表层焊接(盖焊)
第一层铝管焊接完成后,应用铜丝刷清理焊缝表面,去除污渍和水垢。表面冷却后可焊接。表层焊接的程度与第一层焊接的程度相同,其规格略弱于第一层焊接。速度的火炬移动应该是均匀的,以获得一个良好的,光滑的焊接表面铝管.
铝管焊接注意事项
1.铝管的焊丝和焊件必须清洁。
2.为保证气体防护效果,必须采取防风措施。
3.保证正常送丝,且送丝管不宜弯曲过多,维持铝管正常焊接工艺。
4.尽量减少焊接接头软化程度,铝管焊接时层间温度应<200℃。